沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
15128769799
欢迎来到沧州铭添管道有限公司!
×15128769799

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
15128769799螺旋缝埋弧焊钢管制造过程中,焊接工艺作为核心环节,其技术参数与材料选择对焊缝质量具有决定性影响。焊接电流的设置需严格控制在合理区间,过大的电流会导致焊缝熔深增加但易引发过热缺陷,而电流不足则可能导致熔合不良或未熔透。研究表明,电流密度与母材导电性能密切相关,通常通过工艺试验确定最佳电流范围,以实现熔深与熔宽的均衡匹配。电弧电压的选择直接影响电弧稳定性及焊缝成形特性,电压过高会加剧熔池氧化并增加飞溅,电压过低则导致电弧压缩不足,影响焊缝宽度与表面成形。焊接速度需在保证熔滴过渡充分的前提下与电流、电压形成协同配合,速度过快可能造成层间未熔合或边缘未熔合,速度过慢则会降低生产效率并增加热影响区宽度。实际生产中,通常采用自动调节系统根据实时监测的熔宽和熔深数据动态调整焊接速度。
焊剂与焊丝的匹配选择是确保焊接质量的关键因素。焊剂需具备优良的稳弧性以维持电弧燃烧稳定性,同时其脱渣性能直接影响焊后清理效率,低氢型焊剂因能有效减少氢致裂纹风险而被广泛采用。焊剂的熔点和颗粒度也需与焊接参数相适应,以形成有效的保护渣池并减少夹渣缺陷。焊丝材料应与母材具有相近的化学成分和力学性能,确保焊缝与母材的热膨胀系数匹配,避免残余应力累积。实芯焊丝因熔敷效率高且成本较低成为主流选择,但对表面清洁度要求严格,需配合预处理工艺去除氧化层。
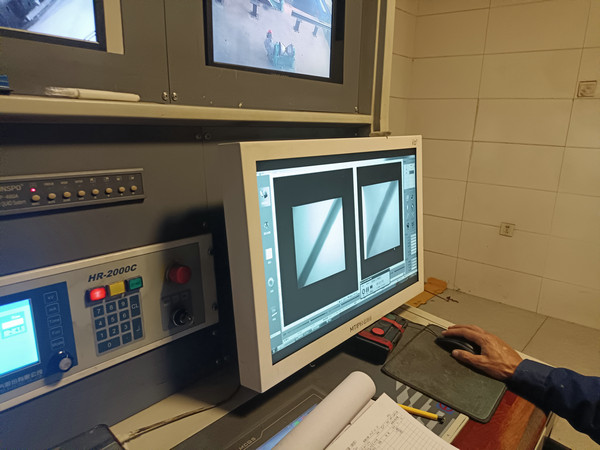
在焊接过程中,参数监控系统通过红外传感器和电弧监测装置实时采集电流、电压、速度及熔池形态数据,利用PID控制算法对异常波动进行动态补偿。例如,当检测到熔宽异常扩大时,系统可通过降低电压或加快焊接速度进行调节。无损检测环节采用多技术联合方案,X射线检测可有效识别焊缝内部的分层、气孔及未熔合缺陷,而超声波检测则对表面裂纹和未焊透具有更高灵敏度。检测数据需与焊接参数记录关联分析,通过统计过程控制(SPC)方法建立质量预警模型,对连续出现超标缺陷的批次进行熔覆层力学性能复验。研究表明,结合机器视觉的在线检测系统可将缺陷识别率提升至98%以上,显著提高产品合格率。

本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1854 次。
当前页面链接:http://www.wapipe.com/baike/4453.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:15128769799

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:15128769799 冀ICP备2021012226号-1
扫码添加微信好友