沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
15128769799
欢迎来到沧州铭添管道有限公司!
×15128769799

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
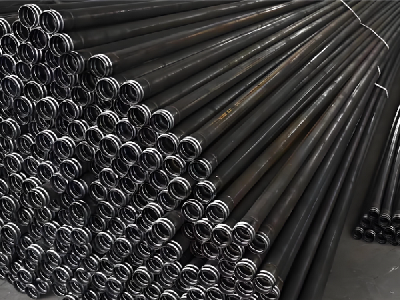
15128769799海洋工程桩用焊接钢管的技术特点:1.海洋工程桩用焊接钢管作为自升式平台桩腿的核心构件,其技术特性直接关系到海洋结构物的安全性与可靠性。该类型钢管采用调质高强度钢作为基材,典型如EQ70级别钢材,碳当量达到0.45%-0.55%,屈服强度不低于690MPa。这种材料选择使其具备抵抗海洋环境中交变荷载的能力,经测试其疲劳寿命较普通结构钢提升约40%。2.在耐腐蚀性能方面,焊接钢管采用复合防护体系。除常规镀锌处理外,针对海水全浸区采用镍基合金熔覆层技术,腐蚀速率控制在0.05mm/年以下。对于齿条板等关键部件,通过碳弧气刨清根后实施MT检测,确保缺陷检出率不低于99.5%,从工艺源头杜绝腐蚀隐患。实际工程案例显示,经防护处理的焊接钢管在北海油田服役10年后,壁厚损失不超过设计允许值的15%。3.焊接工艺控制是保证性能的关键环节。采用双面交替焊接技术,当坡口两侧焊肉厚度差控制在3mm以内时,可有效控制焊接变形。具体实施中,对10-15mm厚板先进行手工打底焊,清根深度控制在板厚的1/3-1/2范围。通过4名焊工同步对称施焊的工艺,将齿条板焊接后的直线度偏差控制在1.5mm/m以内,平面度误差不超过2mm。焊接过程采用SYSWELD软件进行数值模拟,预测残余应力分布,实际测量显示模拟值与实测值的误差范围在±15MPa。4.针对异种材料连接难题,开发了激光电弧复合焊技术。在L415/316L双金属复合管焊接中,采用管端激光熔覆工艺使接头剪切强度达到母材的90%以上。金相分析表明,熔合区晶粒尺寸细化至20-30μm,热影响区宽度控制在1.2mm范围内。该技术已成功应用于东海油气田开发项目,累计完成超过5km的复合管焊接作业。5.质量控制体系包含三个维度:焊前进行焊接工艺评定试验,焊中实施全过程尺寸监控(包括齿距精度控制在±0.3mm),焊后采用相控阵超声检测确保缺陷检出率。实践表明,该体系可使焊接接头一次合格率达到98.7%,满足API RP 2A标准对海洋结构物的严苛要求。

本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1446 次。
当前页面链接:http://www.wapipe.com/industry/4532.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:15128769799

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:15128769799 冀ICP备2021012226号-1
扫码添加微信好友