沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
15128769799
欢迎来到沧州铭添管道有限公司!
×15128769799

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
15128769799SL/T432水利行业标准瓦片制造的技术要求
1、钢板划线前应根据相关技术文件制订划线方案,确定瓦片的编号、水流方向、水平和垂直中心线、管节纵缝和环缝的位置、灌浆孔的位置、焊接坡口的形式和尺寸。
2、管节纵缝不应设置在管节横断面的水平中心线或垂直中心线上。管节内径大于600 mm,纵 缝位置与水平中心线或垂直中心线的圆心夹角应大于10°,相应弧线距离应大于10倍管壁厚度,且不宜小于300mm;管节内径不大于600mm,纵缝位置与水平中心线或垂直中心线的夹角宜为45°,或可采用无缝钢管。
3、相邻管节的纵缝距离应大于5倍板厚,且不小于300mm,同一管节上相邻纵缝间距不应小于500mm。
4、直管环缝间距不宜小于500mm;钢岔管、弯管和渐变管环缝间距不宜小于10倍管壁厚度, 且不宜小于300mm。
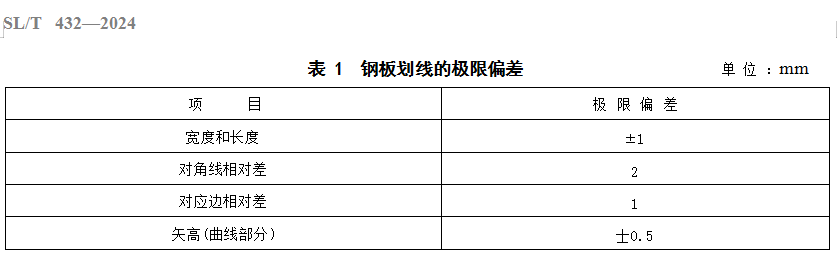
5、钢板划线的极限偏差应符合表1的规定。
6、钢板划线后应标识炉批号、瓦片编号、水流方向、水平和垂直中心线、灌浆孔的位置、焊接坡口的形式和尺寸等信息。标识应清晰、准确,并具备可追溯性。
7、高强钢钢板不应采用锯、凿、砸钢印等方式做标记。卷板或压弧前,可在高强钢的内弧面使用深度不大于0.5mm的钝头冲眼,以校核划线准确性;卷板或压弧后,可在高强钢上使用深度不大于0.5mm的钝头冲眼做标记。
8、钢板的下料和焊接坡口的加工,应采用机械加工或热切割方法。淬硬倾向大的高强钢焊接坡口宜采用刨边机或铣边机等机械加工方法。高强钢采用热切割方法时,应将割口表面淬硬层、过热组织等去除,并按GB/T15822.1或GB/T18851.1的规定做表面无损检测,不应有线状显示。
9、热切割的质量应符合JB/T10045的规定。应采用砂轮磨去切割面的氧化层、熔渣和毛刺。切割时造成的坡口沟槽深度不应大于0.5mm,否则应修磨;坡口沟槽深度大于2mm 时,应按工艺进行焊补、修磨,并按GB/T15822.1或 GB/T18851.1的规定做表面无损检测,不应有线状显示 。
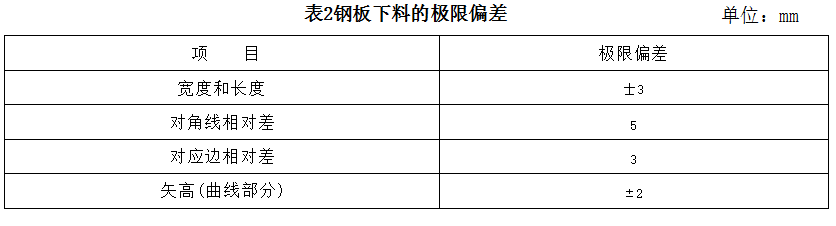
10、钢板下料的极限偏差应符合表2的规定。
11、焊接坡口尺寸应符合设计图样和SL36的规定。
12、卷板或压弧要求如下:
a)卷板或压弧方向应和钢板的压延方向一致。
b)应将钢板表面已剥离的氧化皮和其他杂物清除干净。
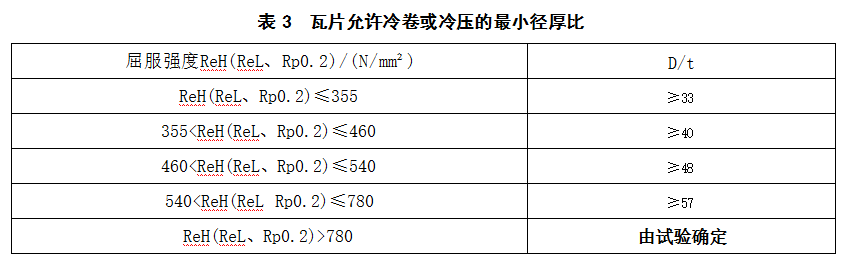
c)钢管内径D与壁厚t的比值符合表3的规定时,瓦片可冷卷或冷压。
d)钢管内径与壁厚的比值小于表3的规定时,宜采用热卷或热压方式,采用冷卷或冷压方式后 应进行恢复性能热处理。卷板或压弧方案应经试验研究并通过论证后方可使用。控轧钢板不应采用热卷或热压方式。
e)不应使用金属锤直接锤击钢板。
f)调质钢和控轧钢板不宜进行火焰矫形。
g)钢板不应先拼焊,后卷板或压弧。
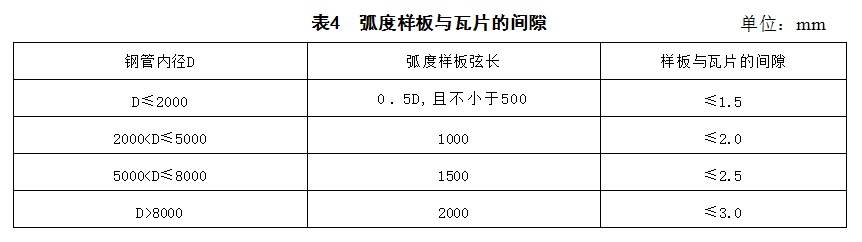
13、卷板或压弧后,应将瓦片以自由状态立于平台上,用弧度样板检测瓦片弧度,其间隙应符合表4的规定。

本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1247 次。
当前页面链接:http://www.wapipe.com/baike/4575.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:15128769799

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:15128769799 冀ICP备2021012226号-1
扫码添加微信好友