沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
15128769799
欢迎来到沧州铭添管道有限公司!
×15128769799

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
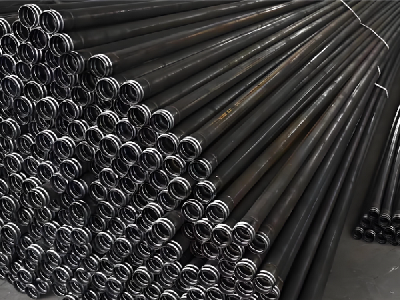
15128769799SY/T5037-2023螺旋缝埋弧焊钢管技术要求:一、制造方法:1、钢管成型:钢管采用热轧钢带/板做原料,经常温成型,并采用自动埋弧焊法(终焊)将对缝焊接在一起。内、外埋弧焊缝各不少于一道。2、钢带对头焊缝:a)螺旋缝埋弧焊钢管上可存在钢带对头焊缝。除另有协议外,钢带对头焊缝与管端的距离不应小于300mm,或者钢带对头焊缝位于管端,钢带对头焊缝与管端螺旋焊缝之间的环向间隔不应小于 150mm。钢带对头内、外焊缝应各不少于一道。b)钢带对头焊缝的余高可去除,但去除后的焊缝表面不应低于钢带原始表面。3、对接管:a)可将同管型、同一规格、同一钢级的2段或3段短管对焊成为一根钢管,短管的长度不应小于1.5m。应协议确定对接管所占比例。b)对接环向焊缝两侧的钢管焊缝应错开,螺旋焊缝环向距离不应小于150mm。c)对接环向焊缝应采用埋弧自动焊、气体保护焊等填充金属焊接方法焊接。d)对接管及钢管对接焊缝应符合本文件的要求。二、钢级:钢管选用GB/T699中的20#,GB/T700中 的Q195 、Q215和Q235钢材焊制,或选用GB/T1591或GB/T14164、GB/T21237等文件中的其他焊接性良好的钢材。三、化学成分:制管用钢材的化学成分应符合标准规定的钢带/板标准的要求,产品分析允许偏差应符合GB/T222的相关规定。四、力学性能:1、拉伸性能:钢管应进行拉伸试验,管体的拉伸性能不应小于标准规定的性能。焊接接头的抗拉强度不应小标准规定相应钢带/板标准规定抗拉强度的最小值。2、夏比冲击:订货合同规定时,钢管应进行夏比冲击试验,试验温度和性能指标要求应符合合同规定。3、导向弯曲:应进行正面导向弯曲试验。用户有要求时,应进行反弯试验。试样应从钢管上垂直焊缝(包括直缝钢管的焊缝、螺旋缝钢管的螺旋焊缝和钢管对接焊缝)截取,焊缝位于试样的中间,试样上不应有 补焊焊缝,焊缝余高应去除。试样弯曲180°,弯芯直径应不大于钢管公称壁厚的8倍。试验过程中,出现在试样边缘且长度小于6.4mm的裂纹不应作为拒收依据。试验后,应符合如下规定:a)试样不应完全断裂;b)试样上焊缝金属中不应出现长度大于3.2mm 的裂纹或破裂,不考虑深度;c)母材、热影响区或熔合线上不应出现长度大于3.2mm的裂纹或深度大于壁厚10%的裂纹或破裂。五、静水压试验:1、每根钢管应由制造商进行静水压试验,试验压力不应低于标准的规定,试验过程中应无渗漏现象。2、钢管静水压试验压力应按公式(p=2St/D )计算,计算结果精确到0.1MPa。注:静水压试验的试验压力是指钢管生产工艺检查压力,并非为管道设计提供依据。3、D<508mm的钢管的静水压试验压力稳压时间不应少于5s,D≥508mm的钢管稳压时间不应少于10s。4、除另有协议外,对于D>1422mm的钢管,可采用对焊缝全长进行超声检测或射线检测的方法代替静水压试验,并符合标准的规定。

本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1389 次。
当前页面链接:http://www.wapipe.com/baike/4598.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:15128769799

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:15128769799 冀ICP备2021012226号-1
扫码添加微信好友